



خمکاری پروفیل گالوانیزه فرآیندی است که طی آن پروفیلهای گالوانیزه با سطح مقطع مربع یا مستطیل (قوطی پروفیل) با استفاده از دستگاههای خمکاری و تکنیکهای تخصصی، در زوایای مختلف خم میکنند که یکی از مراحل مهم در فلزکاری و ساختوساز است. این فرآیند، پروفیلها را برای استفاده در ساختارهای مقاوم مانند سازههای فلزی، درب و پنجره، صنایع خودرو و مبلمان آماده میکند. پوشش گالوانیزه به پروفیلها خاصیت ضد زنگ میدهد و آنها را برای محیطهای مرطوب ایدهآل میسازد.
قیمت پروفیلهای گالوانیزه صنعتی با توجه به جنس، ضخامت و تغییرات بازار متفاوت است و به دلیل قابلیت انعطاف بالا در پروژههای پیچیده مانند گلخانهها و سینی کابل نیز کاربرد دارد. خم پروفیل گالوانیزه با روشهای مختلفی انجام میشود.
خمکاری پروفیل گالوانیزه به چه منظور انجام میشود؟
خمکاری پروفیل گالوانیزه در واقع خم کردن ورق گالوانیزه است که به منظور تغییر شکل برای ایجاد شرایط بهتر جهت عملکرد ایدهآلتر انجام میشود. معمولا پروفیلهای صنعتی برای مصارف صنعتی بهینه، نیاز به خمش دارند که با توجه به نیاز پروژه، با روش و تکنیک خاصی، پروفیل را با زاویه مناسب و دلخواه خم میکنند. به طور کل خمکاری به دلایل زیر انجام میشود:
- سازگاری با طراحی: در بسیاری از پروژههای ساخت و ساز، پروفیلها نیاز به فرمها و زوایای خاصی دارند. خم کردن پروفیل گالوانیزه اجازه میدهد تا سازهها به راحتی با طراحی مورد نظر هماهنگ شوند.
- تقویت ساختار: خمکاری میتواند به توزیع بهتر بار و افزایش استحکام سازه کمک کند. با ایجاد انحنا و اشکال مناسب، میتوان مقاومت پروفیل را در برابر نیروها و فشارهای وارده افزایش داد.
- بهینهسازی فضای قابل استفاده: با خم کردن پروفیلها، میتوان از فضای موجود به بهینهترین شکل استفاده کرد. این کار به خصوص در مکانهای با محدودیت فضا اهمیت دارد.
- زیبایی و نمای ظاهری: خم کردن پروفیلها میتواند به زیبایی ظاهری سازه کمک کند و طراحیهای منحصر به فردی را ایجاد کند.
- کاهش وزن: در برخی موارد، خم کردن میتواند به کاهش وزن پروفیلهای گالوانیزه کمک کند بدون اینکه استحکام آنها تحت تاثیر قرار گیرد.

انواع خمکاری پروفیل گالوانیزه
خمکاری پروفیل گالوانیزه بر اساس فاکتورهای مختلف، گروهبندی میشوند.
-
خمکاری بر اساس اعمال حرارت
-
خمکاری گرم پروفیل گالوانیزه
روش خمکاری گرم پروفیل شامل حرارت دادن آن تا دمای بالا پیش از خمش است. این روش بیشتر برای پروفیلهای فلزی ضخیم مورد استفاده قرار میگیرد، مانند پروفیلهایی که در صنعت ساختمان به کار میروند. حرارتدهی، فلز را نرمتر کرده و امکان ایجاد خمهای پیچیده و زوایای مختلف را فراهم میآورد. خمکاری گرم میتواند خمی دقیق و با کیفیت ارائه دهد، اما اگر بهدرستی انجام نشود ممکن است موجب اعوجاج یا تاب برداشتن پروفیل شود.
توجه داشته باشید که میزان گرما نباید به حدی باشد که به پوشش گالوانیزه آسیب برساند. پس از خمکاری نیز مقداری مواد گالوانیزه بر روی قسمت خم شده اسپری میشود.
-
خمکاری سرد پروفیل گالوانیزه
خم سرد، روشی برای خمش پروفیلها بدون نیاز به حرارتدهی است که بیشتر برای پروفیلهای نازکتر کاربرد دارد. در این روش، پروفیل فلزی با اعمال فشار به شکل و زاویه دلخواه خم میشود. این فرآیند امکان ایجاد خمهای دقیق را فراهم میآورد و از خطرات اعوجاج و تاب برداشتن جلوگیری میکند. خم سرد معمولا در مواردی بهکار میرود که سطحی صاف و یکدست مورد نیاز است.
انتخاب روش خمش بستگی به نوع کاربرد و نیازهای پروژه دارد. عواملی همچون ضخامت پروفیل، نوع مواد، شکل یا زاویه موردنظر و نوع پرداخت نهایی همگی در تصمیمگیری موثر هستند.

-
خمکاری بر اساس نحوه اعمال فشار
خم پروفیل دستی
خمکاری دستی پروفیل، روشی است که با ابزارهای دستی یا دستگاههای ساده مانند گیره، انبر، و قالبهای دستی انجام میشود. در این روش، اپراتور با اعمال نیروی دست یا استفاده از ابزارهای ساده، پروفیل را به شکل و زاویه مورد نظر خم میکند. این روش معمولا برای پروفیلهای سبکتر و نازکتر یا پروژههای کوچک و کمتعداد استفاده میشود.
خمکاری دستی هم میتواند به صورت گرم و هم به صورت سرد انجام شود و مناسب کارهایی است که دقت و کنترل زیادی لازم ندارد. این روش بیشتر در کارگاههای کوچک یا پروژههای شخصی و نمونهسازی به کار میرود. از مزایای این روش، هزینه پایین تجهیزات و سرعت انجام آن برای پروژههای محدود است، اما از نظر دقت و تکرارپذیری به اندازه روشهای مکانیزه و ماشینی نیست.
خمکاری صنعتی
در این روش، برای خمکاری قطعات با ضخامتهای بسیار بالا از انواع مختلف دستگاههای خمکاری پروفیل استفاده میشود. این دستگاهها با توجه به نوع و کارکردشان در دستههای متنوعی قرار میگیرند. یکی از روشهای رایج در خمکاری صنعتی پروفیل آهن، روش سه غلتکی است. در این تکنیک، سه غلتک بهصورت افقی و عمودی تنظیم شدهاند. دو غلتک اول ثابت هستند و غلتک سوم قابلیت حرکت دارد. پروفیل با عبور از میان این سه غلتک به تدریج شکل میگیرد و خم میشود.
انواع روش خم پروفیل گالوانیزه
-
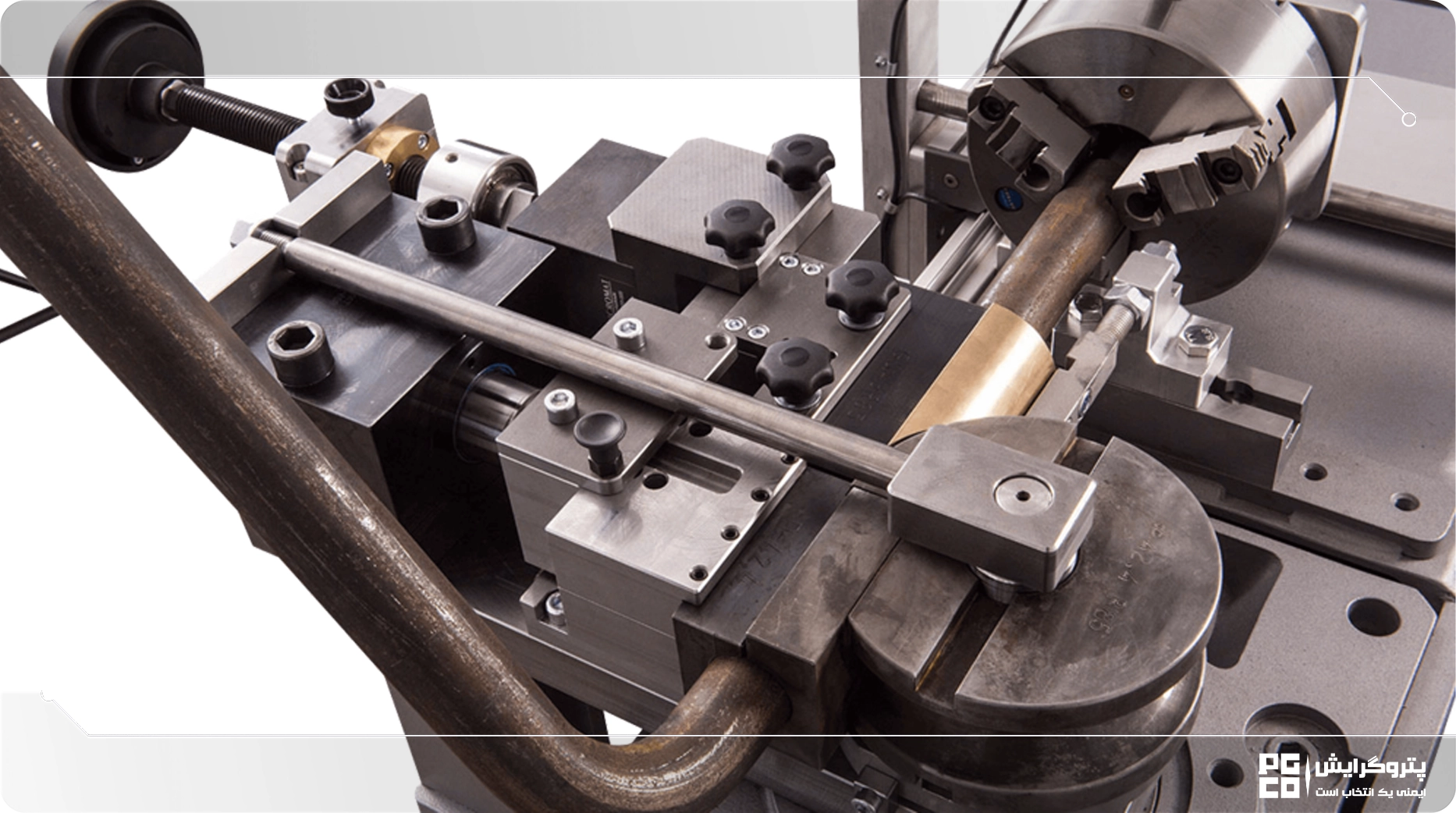
خم پروفیل به روش فشاری
روش خمکاری فشاری یکی از تکنیکهای خم کردن پروفیلها از نوع خمکاری سرد صنعتی است که با اعمال فشار مستقیم به نقاط مشخصی از پروفیل، آن را به شکل و زاویه دلخواه خم میکند. در این روش از دستگاههای پرس یا قالبهای خاص استفاده میشود که با وارد کردن فشار کنترل شده، پروفیل فلزی را به فرم موردنظر درمیآورند.
این روش برای ایجاد خمشهای ساده و یکنواخت به کار میرود و بیشتر برای پروفیلهایی مناسب است که نیازی به زوایای پیچیده یا انحناهای خاص ندارند. روش خمکاری فشاری به دلیل دقت بالا و سرعت عملکرد، در صنایع ساختمانی، خودرو و سایر صنایع مشابه که به خمهای ساده و مقاوم نیاز دارند، بسیار پرکاربرد است.
روش انجام خم فشاری پروفیل گالوانیزه:
برای خمکاری فشاری پروفیل، ابتدا لوله را داخل دستگاه خمکن فشاری قرار داده و آن را محکم ثابت میکنیم. دستگاه، نیرویی دقیق را در نقطهای خاص از لوله اعمال میکند که باعث ایجاد خم یا تغییر شکل در آن بخش میشود. زاویه و میزان خمش نیز به اندازه و محل نیروی وارد شده بستگی دارد.
مزایای خمکاری فشاری
خمکاری فشاری توانایی ایجاد زوایای دقیق و منحنیهای مطلوب را با حداقل اعوجاج (تاب برداشتن) یا تغییر شکل در لولهها دارد. این ویژگی باعث موجب میگردد که این روش به انتخابی محبوب در صنایعی مانند خودروسازی و ساختوساز تبدیل شود، جایی که دقت در خمیدگی اهمیت زیادی دارد.
با این حال، خمکاری فشاری بر روی لولههای مربعی با چالشهایی روبهرو است. ضخامت لوله میتواند بر میزان نیروی لازم برای ایجاد خم تاثیر بگذارد و در برخی موارد ممکن است نیاز به گرم کردن لوله باشد تا به خمیدگی مطلوب دست یابیم. علاوه بر این، این فرآیند میتواند موجب تغییر شکل یا نازک شدن در محل خم شود که اصلاح آن به مراحل اضافی نیازمند است.
-
خم کششی چرخشی پروفیل گالوانیزه
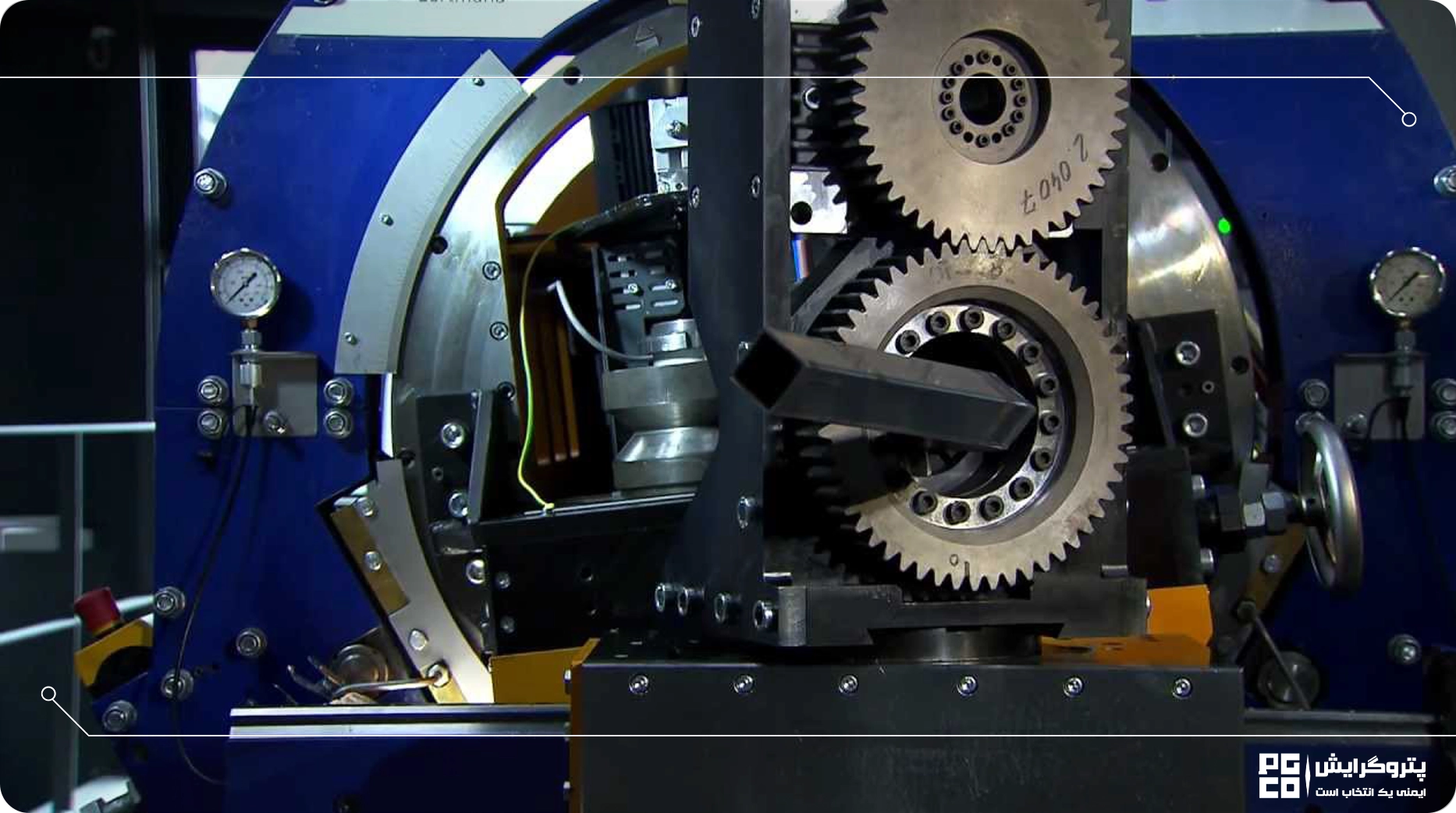
خم کششی چرخشی، یک روش پیشرفته برای ایجاد خمیدگیهای دقیق در لولهها و پروفیلهای فلزی و نوع خمش سرد صنعتی است. در این تکنیک، از یک دستگاه خمکن چرخشی استفاده میشود که طراحی شده تا پروفیلهای فلزی را به دور یک قالب ثابت بچرخاند.
روش اجرای خمش چرخشی
در این فرآیند، پروفیل فلزی درون دستگاه قرار میگیرد و به آرامی به دور قالب میچرخد. با این چرخش، پروفیل تحت فشار و کشش قرار میگیرد که موجب ایجاد زوایای دقیق و انحنای مطلوب میشود. این روش به ویژه در پروژههایی که نیاز به دقت بالا و حفظ ویژگیهای مکانیکی فلزات دارند، کاربرد دارد.
مزایای خمش چرخشی (دورانی)
یکی از مزیتهای این تکنیک، توانایی ایجاد خمهای پیچیده و انعطافپذیر است که در صنایع مختلف مانند خودروسازی، ساختمانی و تجهیزات صنعتی بسیار ارزشمند است. این نوع خمکاری همچنین باعث کاهش احتمال آسیب به سطح پروفیل و حفظ کیفیت نهایی محصول میشود. به طور کلی، خم کششی چرخشی گزینهای مناسب برای دستیابی به خمیدگیهای دقیق و با کیفیت بالا در انواع پروفیلها و لولههای فلزی به شمار میآید.
-
خمکاری پروفیل گالوانیزه به روش غلتکی
خمکاری غلتکی پروفیل یک فرآیند صنعتی است که به منظور ایجاد انحناهای یکنواخت و دقیق در لولهها و پروفیلهای فلزی به کار میرود. در این روش، پروفیلها بین چندین غلتک قرار میگیرند و با اعمال فشار و چرخش، شکل و زاویه مورد نظر را به دست میآورند. این تکنیک به ویژه برای تولید انحناهای بزرگ و پیوسته مناسب است. خمکاری غلتکی در گروه خمکاری صنعتی و سرد قرار دارد.
-
روش انجام خمکاری غلتکی
برای انجام خمکاری غلتکی، ابتدا پروفیل فلزی به دستگاه خمکن غلتکی منتقل میشود. این دستگاه معمولا شامل چندین غلتک است که به گونهای طراحی شدهاند تا به صورت افقی یا عمودی قابل تنظیم باشند. پروفیل بین این غلتکها قرار میگیرد و با چرخش آنها، به تدریج خم میشود. تنظیم دقیق نیروی اعمال شده و موقعیت غلتکها، این امکان را فراهم میکند که انحناهای یکنواخت و دقیقی ایجاد شود. به این ترتیب، میتوان خمیدگیهای متنوع و پیچیده را با دقت بالا تولید کرد.
-
مزایای خمکاری غلتکی
از جمله مزایای خمکاری غلتکی، قابلیت تولید انحناهای بزرگ و یکنواخت است که در سایر روشها ممکن است با چالشهایی مواجه باشد. این روش به کاهش اعوجاج (کجشدگی) و تاب برداشتن در پروفیل کمک میکند و کیفیت نهایی محصولات را ارتقا میدهد. همچنین، خمکاری غلتکی به دلیل سرعت و کارآیی بالا، به ویژه در پروژههای تولید انبوه و عظیم، گزینهای مناسب محسوب میشود. این روش قادر به کار با انواع مختلف مواد و ضخامتها نیز هست که انعطافپذیری بیشتری به آن میبخشد.

-
خمکاری القایی پروفیل گالوانیزه
روش خمکاری القایی یک تکنیک مدرن و پیشرفته است که در آن پروفیلهای فلزی با استفاده از گرمای القایی تا دمای مناسب برای خم شدن گرم میشوند. پس از رسیدن به دمای مطلوب، پروفیل با اعمال فشار به شکل دلخواه خم میشود. این روش به ویژه برای پروفیلهای ضخیم و سنگینی که خم کردن آنها با روشهای معمولی دشوار است، کارایی بالایی دارد. مزیت این تکنیک در دقت و کیفیت بالای خمها نهفته است که میتواند در بسیاری از صنایع از جمله خودروسازی و ساختمانی کاربرد فراوانی داشته باشد. خمکاری القایی در گروه خمکاری گرم قرار میگیرد و مزیتهای خاص خود را دارد.
مزایای خمکاری پروفیل به روش القایی
خمکاری القایی پروفیلها به دلیل ویژگیهای خاص خود مزایای بسیاری دارد. این روش با کاهش تنشهای داخلی در پروفیل، از ترکخوردگی یا آسیبدیدگی آن جلوگیری میکند و به دوام سازه کمک مینماید. همچنین، خمکاری القایی برای پروفیلهای ضخیم بسیار مناسب است و کارایی بالایی در ایجاد انحناهای مورد نیاز برای این نوع پروفیلها دارد. از طرفی، امکان کنترل دقیق دما در این روش باعث میشود خمکاری با دقت بالا و بدون تغییر شکل ناخواسته انجام شود.
-
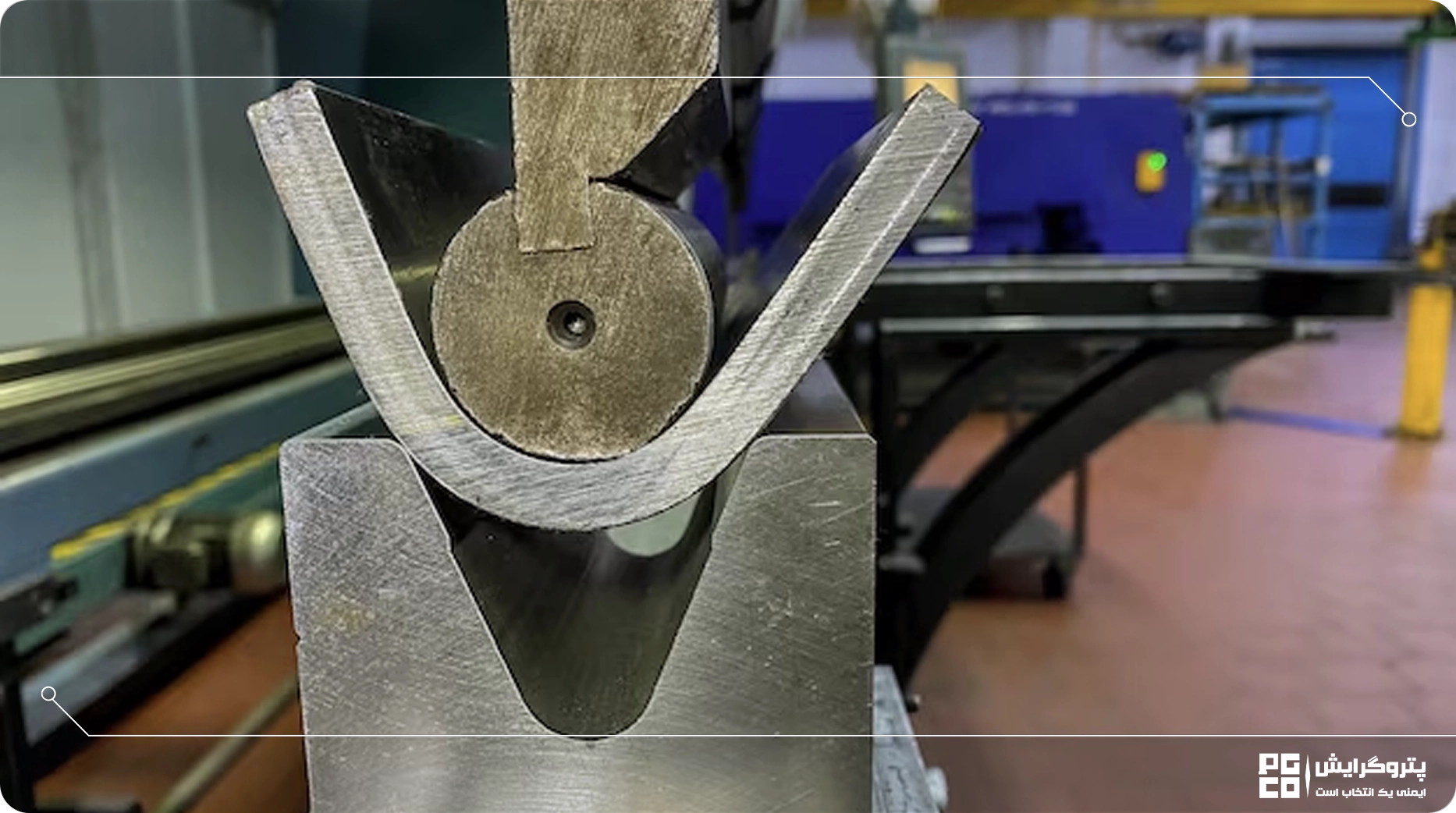
خمکاری گونیایی (V شکل)
خمکاری گونیایی روشی است که برای ایجاد خمهای V شکل در پروفیل یا ورقهای فلزی به کار میرود. این روش با توجه به نحوه تماس ابزار خمکاری با قطعه، به سه نوع تقسیم میشود:
- خم مماسی: در این روش ابزار به آرامی و به صورت مماسی با سطح قطعه تماس پیدا میکند و خم به تدریج شکل میگیرد، که برای قطعات با حساسیت بالا مناسب است.
- خم کم: این روش خم را با زاویهای کمتر از 90 درجه آغاز میکند و سپس با اعمال فشار بیشتر، زاویه به مقدار دلخواه میرسد. این روش برای تنظیم دقیق زاویه خم و دستیابی به انحناهای کنترلشده استفاده میشود.
- ضرب سکهای: در این روش با وارد کردن یک ضربه ناگهانی و قدرتمند، خم V شکل ایجاد میشود. این روش مناسب برای مواردی است که نیاز به خم با دقت و سرعت بالا باشد.
مزایای خمکاری گونیایی
خمکاری گونیایی دارای مزایای قابل توجهی است که آن را به یک روش محبوب در صنعت تبدیل کرده است. یکی از اصلیترین مزایای آن، توانایی ایجاد خمهای V شکل دقیق و یکنواخت است که برای اتصالات و سازههای فلزی ضروری است. این روش به دلیل تنوع در تکنیکهای خمکاری، امکان تنظیم و کنترل دقیق زاویه خم را فراهم میکند که موجب افزایش دقت و کیفیت نهایی قطعات میشود. همچنین، خمکاری گونیایی نسبت به روشهای دیگر، زمان کمتری برای تولید قطعات مشابه نیاز دارد و میتواند به صورت خودکار یا نیمهخودکار انجام شود، که در نهایت به کاهش هزینههای تولید کمک میکند. علاوه بر این، این روش مناسب برای مواد با ضخامتهای مختلف است و میتواند به خوبی با انواع پروفیلها و ورقهای فلزی سازگار شود.
-
خمکاری CNC برای پروفیل گالوانیزه
خمکاری «CNC» یا خمکاری کنترل عددی کامپیوتری، یک روش پیشرفته برای خم کردن پروفیلها است که با استفاده از دستگاههای CNC انجام میشود. این تکنیک به دلیل دقت و کیفیت بالای خود در صنایع فلزکاری به ویژه در تولید پروفیلهای گالوانیزه پیچیده و در تیراژ بالا بسیار مورد استفاده قرار میگیرد.
در این روش، ماشینهای CNC با استفاده از برنامههای کامپیوتری حرکت بازوی خم را کنترل میکنند. این امر امکان تولید خمهای دقیق و قابل تکرار را برای پروفیلهای فلزی فراهم میآورد. برنامههای موجود قابلیت تنظیم برای ایجاد زوایای مختلف و اشکال سفارشی را دارند. بنابراین میتوان طرحهای پیچیده و متنوعی را به راحتی اجرا کرد. همچنین، ماشینهای خمکن CNC قادر به کار با انواع مواد و اندازههای مختلف پروفیل فلزی از جمله استیل، فولاد، آلومینیوم و مس هستند، که این امر به آنها انعطافپذیری بالایی در تولید میدهد.
-
خمکاری پروفیل سبک
خمکاری پروفیل سبک به دلیل وزن کمتر و ساختار نازکتر آن (ضخامت) نسبت به پروفیلهای سنگین، فرآیند سادهتری دارد و با انرژی و فشار کمتری قابل انجام است. این نوع پروفیلها معمولا در سازههای سبک، دکوراسیون داخلی، قابهای فلزی و پروژههایی که نیاز به تحمل وزن بالایی ندارند، به کار میروند. خمکاری پروفیلهای سبک به دقت بیشتری نیاز دارد تا از تغییر شکل ناخواسته، ترکخوردگی یا آسیب جلوگیری شود. به دلیل ساختار سبک این پروفیلها، خمکاری با استفاده از روشهای سرد یا ماشینآلات سادهتر به آسانی امکانپذیر است.
تفاوت روشهای خمکاری با یکدیگر در چیست؟ کدام روش بهتر است؟
عمده تفاوت روشهای خمکاری به ویژگیهای پروفیل گالوانیزه (ضخامت، سایز و نوع گالوانیزاسیون) و علت خمش (کاربرد پروفیل خم شده) بستگی دارد. تمام این روشها پروفیل گالوانیزه را در یک زاویه مشخص نسبت به سطح خم میکند.
هر یک از روشهای خمکاری ویژگیها و مزایای خاص خود را دارند که آنها را برای کاربردهای متفاوت مناسب میکند. برای تولیدات کوچک و سریع، خمکاری فشاری گزینهای مناسب است. در حالی که برای پروژههای بزرگ و نیاز به خمهای نرمتر، خمکاری غلتکی انتخاب بهتری محسوب میشود. همچنین، خمکاری القایی را برای پروفیلهای ضخیم و پروژههایی که دقت بالا را میطلبند، توصیه میکنیم.

عوامل تاثیرگذار در انتخاب روش خمکاری پروفیل گالوانیزه کدام است؟
- ضخامت و ابعاد پروفیل: ضخامت و ابعاد پروفیل تعیین میکند که از چه روشی برای خمکاری استفاده شود؛ پروفیلهای ضخیمتر معمولا به روشهای حرارتی یا فشار بالا نیاز دارند، در حالی که پروفیلهای نازکتر با روشهای سادهتر خمکاری میشوند.
- نوع و کیفیت متریال: پروفیلهای گالوانیزه از جنس فولاد با پوشش روی ساخته شدهاند و باید روش خمکاری به گونهای انتخاب شود که پوشش محافظ آن آسیب نبیند یا در صورت ضرورت، ترمیم شود.
- شکل نهایی و زاویه خم: با توجه به زاویه و شکل خم مورد نیاز، ممکن است از روشهای مختلفی (مانند خمکاری سرد، القایی، و یا خمکاری با قالب) استفاده شود تا دقت و استحکام سازه حفظ شود.
- کاربرد نهایی پروفیل: استفاده نهایی از پروفیل نیز در انتخاب روش خمکاری موثر است. برای کاربردهای حساس و دقیق، روشهایی با دقت بالا مانند خمکاری القایی به کار میروند.
- هزینه و زمان: برخی روشها، مانند خمکاری سرد، سریعتر و ارزانتر هستند، اما در مواردی که استحکام یا دقت بیشتری نیاز است، هزینه و زمان اضافی برای روشهای دقیقتر ارزشمند است.
آیا پروفیل گالوانیزه را در هر زاویهای میتوان خم کرد؟
پروفیلها را نمیتوان با هر زاویهای خم کرد و زاویه خمکاری به عوامل مختلفی مانند نوع پروفیل، ضخامت، ابعاد و روش خمکاری بستگی دارد. هر پروفیلی تحمل خم شدن تا یک زاویه خاص را دارد و تجاوز از این زاویه میتواند منجر به مشکلاتی شود.
اگر پروفیل بیشتر از حد مجاز خم شود، احتمال ترکخوردگی یا ایجاد شکستگی در آن بالا میرود. همچنین، خم شدن بیش از حد باعث تغییر در خواص مکانیکی پروفیل میشود و استحکام و کارایی آن را کاهش میدهد. در موارد شدید، ممکن است پروفیل شکل خود را از دست داده یا کاملا آسیب ببیند.
محاسبات خمکاری پروفیل
محاسبات خمکاری پروفیل گالوانیزه برای دستیابی به خمکاری دقیق و جلوگیری از آسیب به پروفیل انجام میشود. این محاسبات شامل موارد زیر است:
- شعاع خم (R): انتخاب شعاع خم مناسب به ضخامت و نوع پروفیل بستگی دارد. شعاع خم باید به گونهای باشد که خمکاری بدون ایجاد ترک یا شکستگی در سطح پروفیل انجام شود.
- زاویه خم (θ): زاویه خم تاثیر زیادی بر میزان فشار و نیروی مورد نیاز دارد. محاسبه دقیق زاویه به منظور دستیابی به شکل و ابعاد مطلوب ضروری است.
- نیروی خمکاری (F): برای محاسبه نیروی خمکاری، فاکتورهایی مانند ضخامت، نوع متریال و زاویه خم بررسی میشوند. این نیرو معمولا با استفاده از فرمولهای استاندارد و جداول مربوطه برای مواد مختلف به دست میآید.
- حداقل شعاع خم: برای پروفیلهای گالوانیزه، حداقل شعاع خم باید طوری انتخاب شود که پوشش گالوانیزه دچار ترک یا آسیب نشود. شعاع خم کوچکتر از حد معمول میتواند به لایه گالوانیزه آسیب برساند و مقاومت آن را کاهش دهد.
- طول و محل قرارگیری خم: موقعیت و طول خم باید به گونهای باشد که فشار به طور یکنواخت توزیع شود. این امر به کیفیت خمکاری و جلوگیری از تغییر شکل نامطلوب پروفیل کمک میکند.
این محاسبات در طراحی و اجرای خمکاری پروفیلهای گالوانیزه به کار میروند تا دقت، دوام و کیفیت نهایی پروفیلها تضمین شود.

نحوه محاسبات خم پروفیل به چه صورت است؟
در اینجا فرمولهای اصلی برای محاسبه نیروی خمکاری و شعاع خم را آوردهام:
فرمول نیروی خمکاری (F):
نیروی خمکاری به صورت کلی از فرمول زیر محاسبه میشود:
F=(W.k(.T)^2)/D
- F: نیروی خمکاری (نیوتن)
- k: ضریب ماده (برای فولاد معمولاً حدود 1.33 است)
- T: ضخامت پروفیل (میلیمتر)
- W: طول خم (میلیمتر)
- D: قطر داخلی خم (میلیمتر)
شعاع خم (R):
حداقل شعاع خم برای جلوگیری از ترکخوردگی یا آسیب به لایه گالوانیزه از فرمول زیر به دست میآید:
R(min)=C.T
- 𝑅 : حداقل شعاع خم
- c: ضریبی که به نوع ماده بستگی دارد (برای فولاد گالوانیزه معمولا بین 1.5 تا 2 در نظر میگیرند).
- T: ضخامت پروفیل
محاسبه طول توسعهیافته (L):
برای محاسبه طول توسعهیافته پروفیل، از فرمول زیر استفاده میشود:
L=A+B−(k⋅R⋅θ)
- L: طول توسعهیافته
- A و B: طولهای هر بخش از پروفیل قبل از خم
- R: شعاع خم
- θ: زاویه خم (رادیان)
- k: ضریب ثابت، معمولا 0.33 برای فولاد
این فرمولها به شما کمک میکنند تا میزان نیروی مورد نیاز، حداقل شعاع خم، و طول توسعهیافته پروفیل را محاسبه کنید و خمکاری دقیق و مطمئنی انجام دهید.
خمکاری قوطی پروفیل گالوانیزه با خمکاری پروفیلهای باز گالوانیزه فرق میکند؟
بله، خمکاری قوطی پروفیل گالوانیزه با پروفیلهای باز گالوانیزه تفاوت دارد. این تفاوتها هم به دلیل شکل مقطع و هم به دلیل مقاومت مکانیکی آنها میباشد:
- ساختار هندسی ( قوطی یا باز) و تاثیر آن بر خمکاری: قوطی پروفیلها دارای مقطع بسته هستند؛ به این معنا که چهار ضلع آنها کاملا به هم متصل بوده و سطح مقطعی به شکل مربع یا مستطیل دارند. در مقابل، پروفیلهای باز مانند ناودانی، پروفیل Z یا C دارای ضلعهای باز یا نیمهباز هستند. همین ویژگی ساختاری باعث میشود قوطی پروفیلها در برابر تغییر شکل، مقاومت بیشتری از خود نشان دهند و فرآیند خمکاری آنها نیاز به نیروی بیشتر و البته دستگاههای متفاوتی داشته باشد. همچنین حساسیت کار نیز بیشتر باشد.
- رفتار مکانیکی حین خمکاری: در هنگام خمکاری، قوطی پروفیلها به دلیل شکل ساختاری (بسته)، بیشتر در معرض چینخوردگی در ناحیه داخلی خم و ایجاد ترک در ناحیه خارجی خم قرار میگیرند. این در حالی است که پروفیلهای باز به دلیل داشتن ضلعهای آزاد، انعطافپذیری بیشتری دارند و تغییر شکل در آنها با ریسک کمتر انجام میشود. همین موضوع باعث میشود که خمکاری پروفیلهای باز نسبت به قوطیها سادهتر و سریعتر انجام شود.
- تجهیزات مورد نیاز برای خمکاری: خمکاری قوطی پروفیل معمولا با استفاده از دستگاههای پرقدرتتری مانند پرس خم یا رولفرمینگهای سنگین انجام میشود. اما برای خم کردن پروفیلهای باز، میتوان از دستگاههای سبکتر و با تنظیمات سادهتر استفاده کرد. این موضوع نهتنها در انتخاب تجهیزات موثر است، بلکه در هزینه و زمان اجرای پروژه نیز نقش دارد.
نکاتی که در خمکاری پروفیل گالوانیزه باید به آن توجه کرد:
- انتخاب شعاع خم مناسب: شعاع خم باید به گونهای انتخاب شود که از ترکخوردگی یا آسیب به پوشش گالوانیزه جلوگیری کند. رعایت حداقل شعاع خم از اهمیت ویژهای برخوردار است.
- کنترل دما: دقت در کنترل دما در هنگام خمکاری، به ویژه در روشهای حرارتی یا القایی، به جلوگیری از تغییرات در خواص مکانیکی پروفیل کمک میکند.
- تنش داخلی: خمکاری ممکن است تنشهای داخلی در پروفیل ایجاد کند. بررسی و محاسبه این تنشها برای جلوگیری از شکستگی یا آسیب به پروفیل بسیار مهم است.
- استفاده از ابزار مناسب: انتخاب ابزارهای مناسب برای خمکاری، نظیر پرس بریک یا دستگاههای خمکاری غلتکی، تاثیر زیادی بر کیفیت خم و دقت کار دارد.
- آمادهسازی سطح: پیش از خمکاری، سطح پروفیل باید از آلودگیها و چربیها پاک شود تا از آسیب به پوشش گالوانیزه و کاهش کیفیت محصول نهایی جلوگیری شود.
- توجه به ضخامت پروفیل: ضخامت پروفیل تاثیر مستقیم بر انتخاب روش خمکاری و نیروی مورد نیاز برای خم کردن دارد. در پروفیلهای ضخیمتر باید دقت بیشتری در انتخاب روش و ابزار صورت گیرد.
- آزمونهای کنترل کیفیت: پس از انجام خمکاری، انجام آزمونهای کنترل کیفیت برای اطمینان از عدم وجود ترک، شکست یا تغییرات غیرمجاز در ابعاد قطعه ضروری است.
رعایت این نکات میتواند به بهبود کیفیت و دوام پروفیلهای گالوانیزه خمکاری شده کمک کند.
سوالات متداول
چه دستگاههایی برای خمکاری پروفیل گالوانیزه استفاده میشود؟
آیا خمکاری باعث آسیب به روکش گالوانیزه میشود؟
بهترین روش خم کردن پروفیل گالوانیزه بدون ترک خوردگی چیست؟
پروفیل گالوانیزه تا چه زاویهای بدون مشکل خم میشود؟
آیا پروفیل گالوانیزه گرم بهتر خم میشود یا سرد؟
در خمکاری، ضخامت پروفیل گالوانیزه چقدر اهمیت دارد؟
تفاوت خمکاری پروفیل گالوانیزه با پروفیل سیاه چیست؟
آیا خمکاری باعث کاهش استحکام پروفیل گالوانیزه میشود؟
خمکاری پروفیل گالوانیزه به روش دستی بهتر است یا هیدرولیک؟
چه استانداردهایی برای خم پروفیل گالوانیزه وجود دارد؟
آیا بعد از خمکاری نیاز به گالوانیزه مجدد هست؟
حداکثر شعاع خم برای پروفیل 40×40 گالوانیزه چقدر است؟
خمکاری چه تاثیری روی مقاومت پروفیل در برابر خوردگی دارد؟
بهترین ضخامت پروفیل گالوانیزه برای خمکاری چیست؟
چه کاربردهایی دارد خمکردن پروفیل گالوانیزه در سازههای سبک؟


