خمکاری لوله برق گالوانیزه به معنای پیچاندن تارهای تشکیل دهنده بدنه لوله (اجسام) حول یک محور و ایجاد خمش دائمی در لوله گفته میشود. طی این عمل لوله، بدون آنکه بشکند یا آسیبی ببیند، از حالت مستقیم خارج میشود. این عمل میتواند به وسیله دست یا دستگاه صورت پذیرد. خمکاری لولههای گالوانیزه، باعث شد تا تقاضای لوله برقی گالوانیزه بیشتر از قبل باشد. چون بسیاری از چالشهای کابلکشی را بر طرف میکند. روشهای مختلفی برای خمکاری انواع لوله برق گالوانیزه وجود دارند که هر کدام باید بر اساس نوع لوله و قطر آن انتخاب شوند. رعایت اصول خمکاری لوله و در نظر گرفتن استانداردهای لازم، میتواند باعث ایجاد یک لوله با خمش دقیق و بدون شکستگی شود.
برای خمکاری انواع لوله برق از دستگاه خم کن لوله استفاده میشود. این دستگاهها در انواع مختلف و برای خمکاری لوله برقهای مختلف وجود دارند. لولههای برقی به صورت متری عرضه میگردد. از این رو قیمت لوله برق گالوانیزه بر اساس هر متر محاسبه میشود. در نتیجه خم لوله بر قیمت آن تاثیر ندارد. مگر اینکه بخواهید پس از خرید لوله برق آن را خم بزنید.
استاندارد خمکاری لوله چیست؟
استاندارد خمکاری لوله مجموعهای از دستورالعملها و الزامات فنی است که برای اطمینان از کیفیت، ایمنی و دوام خم ایجاد شده در لولهها استفاده میشود.
مهمترین نکات در استاندارد خمکاری لوله:
- حداقل شعاع خم (Minimum Bend Radius):
بسته به نوع و قطر لوله، استاندارد تعیین میکند شعاع خم نباید کمتر از چند برابر قطر خارجی لوله باشد (مثلا 3 تا 5 برابر قطر). - عدم چینخوردگی یا ترک:
خم باید یکنواخت، بدون لهشدگی، پارگی یا ترک در دیواره لوله باشد. - زاویه خم دقیق:
زاویه خم (مثلا 45 یا 90 درجه) باید طبق نقشه اجرایی باشد و در محدوده تلورانس مشخص (۱± یا ۲± درجه) قرار گیرد. - حفظ دایره بودن مقطع لوله:
تغییر شکل بیش از حد (بیضی شدن یا تخت شدن مقطع) مجاز نیست.
استانداردهای بینالمللی رایج:
- ASME B31.1 (برای سیستمهای قدرت)
- ASME B31.3 (برای صنایع فرآیندی)
- DIN 2605 و ISO 3419 (برای زانو و اتصالات خمکاریشده)
اصول خمکاری لوله برق فولادی گالوانیزه
لولههای برق فلزی، عمدتان از جنس فولادند که سطح آن را گالوانیزه میکنند. خمکاری لوله فلزی برق با سه روش انجام می شود.
- U شکل
- خم معمولی
- خم ۱۸۰ درجه

برای خمکاری اصولی لولههای برق، افراد میبایست با اصول خمکاری لوله فولادی کاملا آشنایی داشته باشند و بر اساس آن، مراحل خمکاری را انجام دهند. چون هر گونه خطا میتواند تاثیر بدی روی کیفیت لوله داشته باشد. از آنجا که لولههای فولادی برقی از نظر ضخامت، قطر و میزان خمش مورد نیاز با هم متفاوت هستند؛ نمیتوان همه آنها را با یک روش خم کرد. روشهای مختلفی برای خمکاری انواع لوله برقی وجود دارند که در ادامه در مورد هر کدام از آنها صحبت میکنیم.
روشهای مختلف خم کاری لوله برق کدام است؟
-
خمکاری گرم
در این روش خمکاری، همانطور که از نام آن مشخص است، با کمک گرما و حرارت لوله را خم میکنند. لوله فولادی تحت حرارت قرار میگیرد. خواص بدنه فولادی تحت تاثیر گرما و حرارت تغییر میکند و باعث خم شدن آن با سهولت بیشتری شود. این روش برای لولههایی که نیاز به خمکاری با زاویه زیاد باشد، عموما استفاده میشود. از جمله معایب خمکاری گرم که باید در هنگام انتخاب این روش به آن توجه داشته باشید، عبارتند از:
- مصرف زیاد انرژی
- هزینه بالا
- چین خوردن لوله در قسمت خم
-
خمکاری القایی
در روش خمکاری القایی لوله داخل یک کویل قرار گرفته و سپس جریان الکتریکی از سیم پیچ کویل عبور داده میشود. در اثر عبور جریان الکتریکی لوله به صورت موضعی گرم و خم میشود. در حالی که نیازی به وارد کردن هیچ فشاری به لوله نیست.
از این روش عموما برای لولههای فولادی و لوله گالوانیزه که قطر بالایی دارند و شعاع خمکاری آنها زیاد است، استفاده میشود. همچنین، برای خم کردن لولههای درزدار نیز به کار می رود. چون این سبک از گرما دادن به لوله، باعث باز شدن درز لولههای درزدار نمی شود. از مزایای روش خمکاری القایی میتوان به هزینه کم، میزان آلودگی پایین و عدم چروک خوردگی در قسمت خم اشاره کرد.
-
خمکاری غلتکی
خمکاری غلتکی برای خم کردن لوله گالوانیزه سنگین و لولهها با قطر زیاد به کار میرود. این روش خمکاری با کمک غلتک های متعدد که زاویه آن ها بر اساس زاویه خم مشخص می شود، انجام می شود. معمولا این روش برای زمانی که نیاز به تولید لوله های مارپیچی است، استفاده می شود.
-
خم کن لوله برق با گیره مخصوص یا پرسی
این روش یکی از دقیقترین و بهترین روشهای خمکاری انواع لولههای فولادی گالوانیزه است. برای این روش خمکاری نیاز به گیره مخصوص و غالب است. در روش ماندل، لولهها را با کمک یک گیره به قالب محکم میکنند. سپس، قالبها طی یک نیروی هیدرولیکی شروع به چرخش میکنند و لوله خم خواهد شد. مهمترین مزیت روش خمکاری با گیره مخصوص، کنترل شعاع داخلی و خارجی لوله است.

-
خمکاری با رام
خمکاری با رام یکی از ارزان قیمتترین روشهای خمکاری لوله گالوانیزه است. در این روش لوله گالوانیزه مورد نظر را به داخل غلتکهای مختلف و بلوکهای محوری هدایت میکنند. این غلتکها میتوانند باعث خم شدن لوله شوند. خمکاری با رام یک روش ایمن است که یک لوله مقعر را تحویل میدهد.
-
خمکاری فشاری
از این روش عموما برای خم کاری لوله فولادی سیاه استفاده می شود. روش خمکاری فشاری، یک روش کاملا حرفهای است. در این روش قالب ثابت میماند و لوله با کمک یک کفشک دور قالب پیچیده میشود. از این روش خمکاری برای زمانی که شعاع خم بیشتر از ۳ برابر قطر داخلی لوله باشد، استفاده میشود.
-
روش شکل دهی کششی
در روش خمکاری شکل دهی کششی بر خلاف روش پرسی قالب ثابت است و حرکت نمیکند. بلکه به جای آن گیرهها متحرک و قالب ثابت است. با جابجایی لوله بر روی قالب، خم لازم بر روی لوله ایجاد میشود.
نکته: روش های خمکاری پرسی، فشاری، کششی و غلتکی، به نام روش سرد خمکاری نیز شناخته میشوند. این روشها به علت عدم وجود هر نوع گرمایی، در مقابل روش گرم و القایی قرار میگیرد.
خم کن لوله برق چیست؟
خم کن لوله برق دستگاهی است که برای شکل دهی و خم کردن لوله های برق مانند لوله های استیل، فولاد، مس، پلاستیک و لوله PVC قرار میگیرد و این دستگاه انواع مختلفی دارد که شامل خم کن لوله برق دستی، خم کن لوله برق برقی، خم کن لوله برق هیدرولیکی و خم کن لوله برق هیدرولیک دستی است.
انواع دستگاه خم کن لوله برق
همانطور که گفتیم برای خم کردن لوله برق گالوانیزه دستگاههای مختلفی وجود دارد که بر مبنای درجه خم، دقت خم، ضخامت و قطر لوله میتوان از یکی از آنها استفاده کرد.
-
فنر خم لوله برق ساختمان خم سرد و گرم
فنر خم لوله برق ساختمان در دو نوع سرد و گرم تولید میشود که هرکدام برای خمکاری لولهها با ویژگیهای متفاوت طراحی شدهاند. فنر خم سرد برای لولههایی که قابلیت خم شدن در دمای پایین را دارند، مناسب است و به راحتی لولهها را بدون ایجاد شکستگی یا آسیب به شکل دلخواه خم میکند. در مقابل، فنر خم گرم برای لولههایی با پوشش یا جنس خاص که نیاز به حرارت دارند تا خم شوند، طراحی شده است. این نوع فنر به هنگام خمکاری لولهها در دماهای بالا، انعطافپذیری لازم را برای جلوگیری از آسیب به لولهها فراهم میآورد. استفاده صحیح از هر کدام از این فنرها بر اساس نوع لوله، از آسیب و مشکلات احتمالی در فرآیند خمکاری جلوگیری میکند.
-
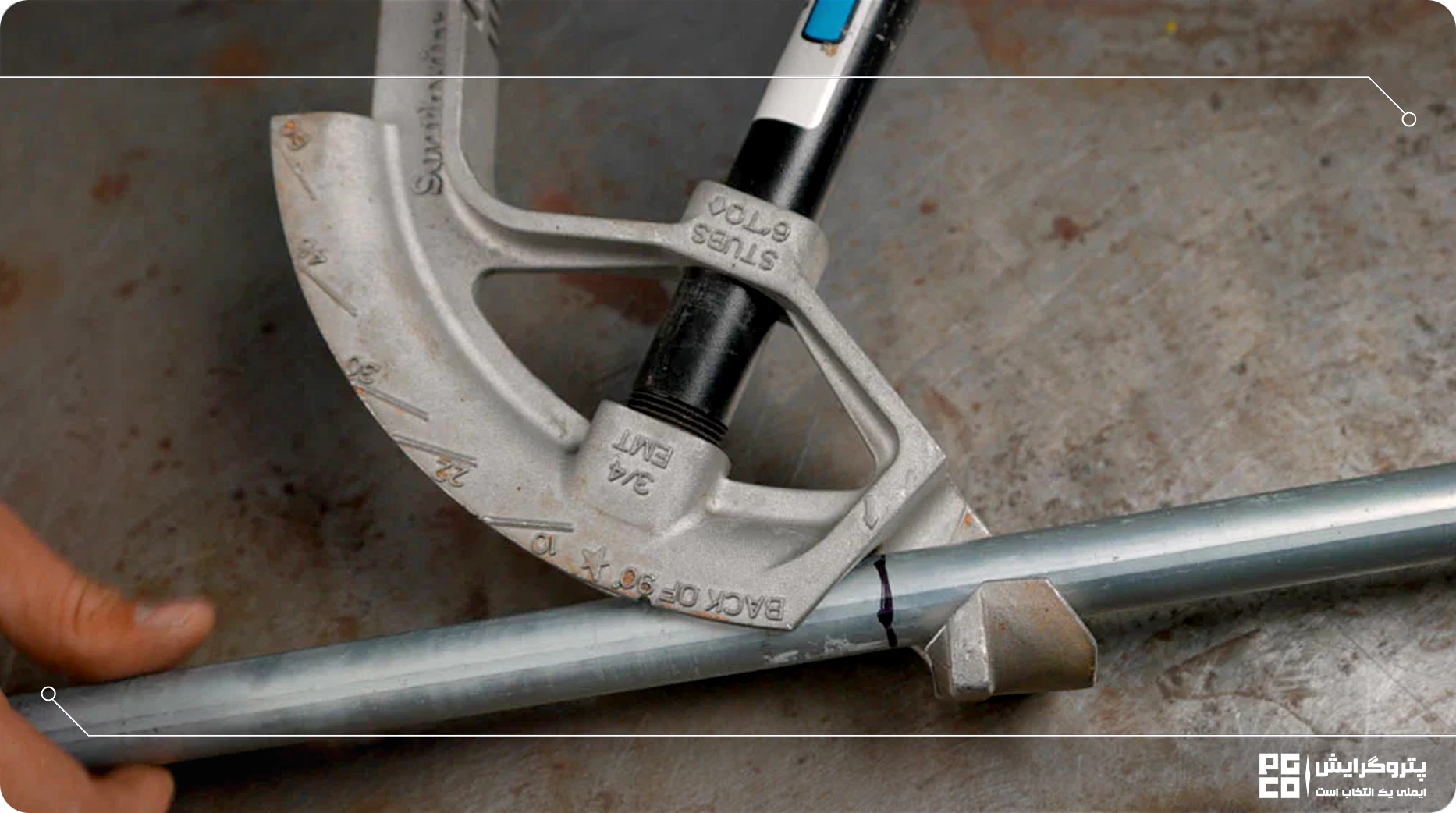
خم کن لوله برق دستی
نحوه کار با لوله خم کن دستی بدین صورت است که، میبایست از نیروی دست کمک گرفت. این دستگاه دارای چندین لقمه متنوع است که متناسب با اندازه لوله (قطر و ضخامت) انتخاب میشود و قابلیت تغییر دارد. سایز لقمههایی که بر روی این دستگاه نصب میشوند به صورت PG 13.5 – PG 16 – PG 21 – ½ inch – ¾ inch – 1 inch هستند و برای لولههایی با حداکثر قطر ۲۵ میلیمتر استفاده میشود. نحوه کار دستگاه به این صورت است که اول لقمه دستگاه و تکیه گاه متناسب با قطر لوله انتخاب میشود. که دستگیره را به قسمت رزوه آن متصل کنید. سپس با قرار دادن لوله در داخل لوله خم کن و مشخص کردن محل خم، پای خود را بر روی پدال دستگاه قرار داده و اهرم آن را فشار دهید تا لوله به اندازه زوایه مورد نظر خم میشود.
با کمک این دستگاه میتوان انواع خم ۹۰ درجه، خم پشت به پشت، خم انحرافی، خم ابروئی و خم پلهای را ایجاد کرد.
-
دستگاه لوله برق هیدرولیکی
دستگاه خم کن لوله برق هیدرولیکی نوع دیگری از دستگاههای خم کن لوله برق است که برای شکل دهی و زاویه دادن به لوله برق استفاده میشود. دستگاه خم کن لوله گالوانیزه هیدرولیکی معمولا برای لولههایی با قطر ۱ اینچ تا قطر ۸.۵ اینچ استفاده میشود. چون لوله هایی که ضخامت و قطر بالا دارند، به علت استحکام و مقاومت کششی فولاد با نیروی دست خم نمیپذیرند. این دستگاهها درجه بندی شدهاند و کار با آنها بسیار راحت است. فقط کافی است آن را بر روی زاویه مورد نظر تنظیم کرده و لوله را داخل آن قرار دهید و سپس لوله را خم کنید.
دستگاه خم کن هیدرولیکی برای لولههای مسی، آهنی، آلومینیومی، گالوانیزه، میلگرد و استیل کاربرد دارد.
-
دستگاه خم سرد لوله برق
دستگاه خم سرد لوله برق ابزاری است که برای خم کردن لولههای برق بدون نیاز به گرما یا حرارت استفاده میشود. این دستگاه با اعمال فشار و نیروی مکانیکی، لولهها را به شکلی دقیق و مطابق با زاویه مورد نظر خم میکند.
دستگاه خم سرد به ویژه برای لولههای برق از جنس فلزات نرمتر یا لولههای PVC مناسب است و امکان خمکاری سریع و دقیق لولهها را بدون خطر آسیب به پوشش یا ساختار داخلی آنها فراهم میآورد. این دستگاه معمولا در پروژههای نصب لولهکشی برق استفاده میشود و به دلیل کارکرد ساده و موثر خود، گزینهای محبوب در صنعت برقکاری است.
-
دستگاه خم کن لوله برق کاندوئیت
خم کن لولههای کاندوئیت یکی دیگر از انواع خم کنها است که مخصوص کاندوئیتهای مختلف هستند و به ۵ نوع مختلف تقسیم میشود:
- کاندوئیت IMC: لوله خم کن برقی، لوله خم کن مکانیکی، لوله خم کن هیدرولیکی و لوله خم کن دستی برای کاندوئیتهای با سایز کوچک
- کاندوئیت RMC: لوله خم کن برقی، لوله خم کن مکانیکی، لوله خمکن هیدرولیک
- کاندوئیت PVC: استفاده از جعبه یا روکش حرارت
- کاندوئیت EMT: لوله خم کن برقی، لوله خم کن مکانیکی و لوله خمکن دستی
- کاندوئیت ENT: استفاده از جعبه یا روکش حرارتی
انواع روش های خمکاری لوله گالوانیزه کدام است؟
- خمکاری سرد (با دستگاه دستی یا دستی هیدرولیکی)
- خمکاری گرم (با حرارت دادن قبل از خم کردن)
- خمکاری با دستگاه CNC یا خمکن هیدرولیک اتوماتیک
- استفاده از زانو یا اتصالات آماده بهجای خمکاری مستقیم
- خمکاری با فنر داخلی یا خارجی (برای لولههای نازکتر)
- خمکاری با پر کردن داخل لوله (مثلا با ماسه یا رزین) برای جلوگیری از له شدن

خم کاری لوله گالوانیزه برق گرم – خم کاری لوله گالوانیزه برق سرد
لوله های برقی به 4 شکل در بازار لوله و اتصالات برق عرضه می گردد:
- لوله برق گالوانیزه گرم سنگین یا عمقی داغ
- لوله برق گالوانیزه گرم سبک
- لوله گالوانیزه فابریک
- لوله گالوانیزه سرد
اما تمام این لولهها با روشهایی که گفته شد و با استفاده از دستگاههای نام برده خم میشوند. لوله گرم برق با سایر لوله های فولادی برقی با روش مشابه خم می شوند. فقط ضخامت، قطر لوله، هدف خم، زاویه خم و … نوع دستگاه و روش را تعیین میکند و نوع گالوانیزه نقشی در تعیین آن ندارد.
آموزش خمکاری لوله فولادی گالوانیزه:
در آموزش خمکاری لوله فولادی (بهویژه لوله گالوانیزه برق) دو روش اصلی وجود دارد که با توجه به شرایط پروژه و نوع لوله انتخاب میشوند:
-
آموزش خم سرد لوله برق
- انتخاب دستگاه خمکن مناسب: برای لولههای PG (مثلا PG13.5 یا PG16)، از خمکن دستی یا اهرمی استفاده میشود.
- علامتگذاری محل خم: با متر و ماژیک محل دقیق خم مشخص میشود. زاویه مورد نظر (45 یا 90 درجه) را از پیش روی لوله علامت بزنید.
- قرار دادن لوله داخل دستگاه خمکن: لوله در شیار خمکن قرار میگیرد بهگونهای که محل علامتگذاری دقیقا در محل خم دستگاه تنظیم شود.
- شروع خمکاری: بهآرامی اهرم را حرکت دهید تا لوله به زاویه دلخواه برسد. اگر فشار زیاد وارد شود، ممکن است لوله له شود.
- بررسی زاویه خم: پس از اتمام کار، با گونیا یا نقاله زاویه خم را بررسی کرده و اصلاح نهایی را انجام دهید.
- نکته: خمکاری سرد نباید باعث لهشدگی یا ترک در دیواره لوله شود. برای جلوگیری از لهشدگی میتوان از فنر داخلی یا پرکننده موقت مثل شن استفاده کرد.
-
روش خم گرم لوله برق
-
- انتخاب مشعل یا کوره حرارتی: یک شعله مستقیم (مانند مشعل گازی) یا کوره کوچک قابلحمل استفاده میشود.
- پر کردن داخل لوله (اختیاری ولی توصیهشده): داخل لوله را با شن خشک، رزین یا فنر پر کنید تا هنگام گرم شدن و خمکاری، دیوارهها له یا جمع نشوند.
- حرارت دادن محل خم: شعله مستقیم را به محل علامتگذاری شده وارد کنید و تا زمانی که لوله به رنگ قرمز مایل به نارنجی درآید، حرارت دهید (دمای حدودی بین 600 تا 800 درجه سانتیگراد).
- خم کردن با ابزار مناسب: پس از رسیدن به دمای مناسب، بهآرامی لوله را روی قالب یا جک خمکن قرار دهید و خم را اجرا کنید.
- خنکسازی تدریجی: اجازه دهید لوله بهصورت طبیعی خنک شود (استفاده از آب سرد ممنوع است، چون باعث ترکخوردگی یا شکنندگی میشود).
نکته: انواع خم کاری سرد و گرم کاملا به نوع پروژه، ویژگی ابعادی لوله، و دستگاههای موجود بستگی دارد.
ضخامت لوله در انتخاب دستگاه خم کن لوله فولادی برق تاثیرگزار است؟
در فرآیند خمکاری لوله فولادی برق، ضخامت لوله یکی از مهمترین عوامل تعیینکننده در انتخاب نوع دستگاه خمکن و روش اجرا است. این پارامتر به طور مستقیم بر مقاومت لوله در برابر تغییر شکل، لهشدگی و ایجاد چینخوردگی در ناحیه خم اثر میگذارد. به همین دلیل، انتخاب دستگاه و تکنیک مناسب بر اساس ضخامت، نقش کلیدی در کیفیت خم نهایی دارد.
نقش ضخامت در فرآیند خمکاری چیست؟
لولههای برق فولادی در ضخامتهای مختلف تولید میشوند. در خمکاری لوله نازک برق (کمتر از ۱٫۲۵ میلیمتر در لوله برق PG و کمتر از 2.5 میلیمتر در کاندوئیتها)، دیواره لوله بهراحتی دچار تغییر شکل میشود. اگر فشار یا شعاع خم نامناسب باشد، احتمال دارد مقطع لوله، به صورت بیضی یا تخت شود. در مقابل، لولههای ضخیمتر مقاومت بیشتری دارند، اما برای خم کردن آنها به نیروی خم بالاتر و دستگاههای قدرتمندتری نیاز است.

انواع ابزار خم کاری لوله فلزی برق کدام است؟
ابزار مختلفی برای هر یک از روشهای خمکاری لوله استفاده میشود. از جمله:
- قالب خمشی: قالب خمشی اصلیترین ابزار برای خمکاری لولههای برق است. از این قالب برای ایجاد منحنی و اعمال فشار بر روی محصول استفاده میشود.
- قالب گیرهای: از این قالب برای ثابت نگه داشتن لوله در فرآیند خمکاری استفاده میشود. چنانچه لوله طی فرآیند خمکاری تکان بخورد موجب ایجاد عیوب جبران ناپذیری در شکل ظاهری و عملکرد آن خواهد شد.
- قالب فشاری: این قالب همراه با لوله طی فرآیند خمکاری حرکت کرده و فشار لازم جهت خمکاری را به آن اعمال میکند.
- مندرال: این قالب نقش مهمی را در جلوگیری از آسیب رسیدن به دیواره داخلی لوله ایفا میکند. قالبهای مندرل نیز انواع مختلفی داشته و برای هر لوله از جنس خاصی از این قالب استفاده میشود.
- قالب وایپر: این قالب نیز از آسیب رسیدن به بخش بیرونی لوله جلوگیری میکند.
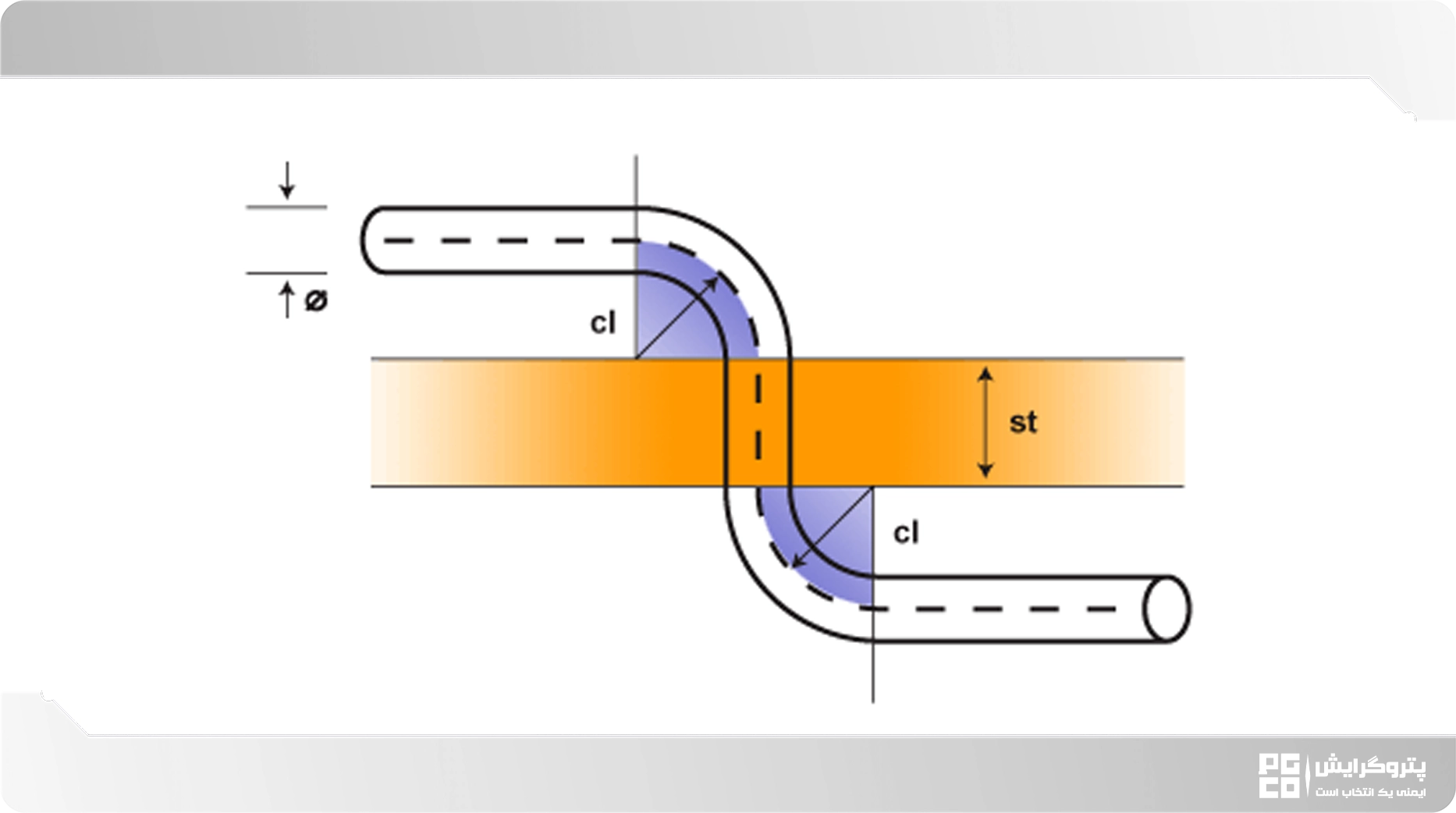
محاسبات خمکاری لوله برق گالوانیزه
محاسبات شعاع خم لوله در خمکاری لولههای گالوانیزه برق بسیار مهم و با اهمیت است. در حالت ایدهآل شعاع خم به صورت مضربی از قطر لوله خواهد بود. از این رو برای یک قطر خاص تشخیص درست شعاع خم نقش بسیار مهمی در کاهش هزینهها و استفاده از ابزار و تجهیزات اضافی دارد. محاسبات خمکاری همچنین باعث کاهش زمان تولید نیز میشود.
به طور کلی باید یک توازن مناسب بین سرعت تولید و ابعاد خم و فرآیند مونتاژ وجود داشته باشد. شعاع خم یک تاثیر عمده بر روی کنش سطوح داخلی و خارجی خم دارد. همچنین بر روی تغییر شکل پذیری مستقیما اثرگذار است. از این رو توجهات و دقت کیفی بر روی این کار در کیفیت فرآیند خم موثر است.
چه فاکتورهایی در انتخاب روش خمکاری لوله گالوانیزه برق مهم است؟
در انتخاب روش خمکاری لوله گالوانیزه برق، چند فاکتور مهم باید در نظر گرفته شود.
- ابتدا، باید به نوع پوشش گالوانیزه توجه کرد؛ لولههای گالوانیزه سرد با پوشش نازکتر در حین خمکاری هیچ ریزش قابل توجهی ندارند، در حالی که لولههای گالوانیزه گرم با پوشش ضخیمتر، در نقطه تنش ممکن است دچار ریزش شوند.
- کیفیت و خلوص پوشش گالوانیزه نیز در میزان این ریزش تاثیر دارد.
- از سوی دیگر، در محیطهای با رطوبت بالا، پیشنهاد میشود از لولههای گالوانیزه گرم استفاده شود، زیرا ریزش آنها در حدی نیست که به لوله یا سیستم آسیب برساند. در این شرایط، استفاده از لوله گالوانیزه سرد ممکن است باعث کاهش عمر مفید لوله شود.
- همچنین، میزان رطوبت منطقه، هدف از لولهگذاری و بودجه در نظر گرفته شده، از جمله عواملی هستند که در انتخاب نوع لوله و روش خمکاری آن موثرند.
آیا دستگاه خمکن لوله فولادی با دستگاه خم کن لوله گالوانیزه متفاوت است؟
از نظر نوع دستگاه، هیچ تفاوت عمدهای بین لوله خم کن لوله فولادی و خم کن لوله گالوانیزه وجود ندارد. در هر دو مورد میتوان از دستگاههای زیر استفاده کرد:
- خمکن دستی (اهرمدار)
- خمکن هیدرولیکی
- خمکن برقی یا CNC
با این حال، هنگام خمکاری لوله گالوانیزه باید دقت بیشتری به خرج داد. چون پوشش روی (Zinc) حساس به حرارت بوده و در روش خمکاری گرم ممکن است بخار سمی آزاد کند.
تفاوت در روشهای خمکاری:
- خم لوله فولادی (سیاه): قابلیت خمکاری به روش سرد و گرم را دارد. برای لولههای ضخیم، استفاده از مشعل و خمکن گرم متداول است. مقاومت فولاد در برابر حرارت باعث میشود آسیبی به ساختار آن وارد نشود.
- لوله گالوانیزه: بهتر است با روش سرد خم شود. در صورت نیاز به خم گرم، باید از تهویه مناسب استفاده کرد تا از استنشاق بخار سمی روی جلوگیری شود. حرارت زیاد میتواند لایه گالوانیزه را تخریب کرده و موجب کاهش مقاومت در برابر زنگزدگی شود.
خم کردن لولههای گالوانیزه برق پتروگرایش چه مزیتهایی دارد؟
پتروگرایش کوشاورزان یکی از شرکتهای زیر مجموعه هلدینگ پتروگرایش است که انواع لوله و اتصالات برقی را با استفاده پیشرفتهترین دستگاههای اروپایی و همگام با استانداردهای روز جهان تولید میکند. مزایای لوله برق تولید شده در این شرکت با برند PGCO به نحوی است که از این برند به عنوان یک برند معتبر در بازار نام برده میشود.
- کیفیت، ضمانت و مشاوره فروش تنها بخشی از ضمانت پتروگرایش برای ارائه محصول با کیفیت است. لوله های برق پتروگرایش با برند PGCO با شمش روی خالص با خلوص 99.97% تولید میشود. میزان روی بری یا ضخامت پوشش گالوانیزه لولههای برق عمقی داغ، بین 45 الی 75 میکرون است. طول لولههای برق گالوانیزه PGCO، دقیقا 3 متر است.
- رزوههای دو سر لولهها بسیار با کیفیت است و خوردگی یا هرز شدگی ندارد. این رزوهها با دستگاه اتوماتیک آلمانی تراشیده می شوند. کیفیت بالای رزوه باعث میشود تا بوشن و سایر اتصالات به خوبی و محکم به لوله بسته شود و برای تمام مدت عمر پروژه، محکم در جای خود باقی بمانند. اگر رزوهها کیفیت خوبی نداشته باشند، وقت زیادی از پیمانکار یا نصاب لولهها گرفته شده و پروژه نیز استحکام کافی را نخواهد داشت یا اصلا اتصالات به لوله متصل نمیشود.
- پوشش گالوانیزه لولههای برق پتروگرایش در خم، نمیریزد. این یک ویژگی بسیار مهم است. چون بسیاری از لولههای برقی، پوشش گالوانیزه آنها در نقطه خم، ترک خورده و ریخته است. رطوبت از همان قسمت به عمق لوله نفوذ کرده و باعث خوردگی آن میشود. این ویژگی به دلیل کیفیت بالای مواد گالوانیزه، استفاده از دستگاههای تمام اتوماتیک روز، دقت و تعهد در انجام کار گالوانیزاسیون است.

وجود درپوش در یک سر لولههای برقی PGCO باعث میشود تا به رزوهها ضربه و فشاری وارد نشود و رزوهها از هر نوع آسیبی در امان بمانند. در سر دیگر لوله بوشن قرار دارد. این بوشن در وقت پیمانکار یا نصاب برای اتصال لوله ها بسیار صرفه جویی میکند و مسیر پروژه سریعتر پیش میرود.
بسته بندیهای با کیفیت و به شکل لوله زنبوری لولههای برقی گالوانیزه پتروگرایش، باعث میشود تا دپو، بارگیری و ارسال راحتتر و با دقت بیشتری انجام شود. ضمن آنکه آسیب و فشار کمتری به لوله وارد میگردد.
علارقم تمام این موارد فراموش نکنید از صفر تا صد مراحل تولید و ارسال توسط پتروگرایش و در یک کارخانه انجام می شود، قیمت بسیار رقابتی و نزدیک به کف بازار است. شما با خرید مستقیم از پتروگرایش هزینه های واسط را حذف کرده و لوله های برقی را به میزان دلخواه با نازل ترین قیمت خریداری خواهید نمود.
مورد بعدی خدمات پس از فروش ماست. چنانچه به هر دلیلی (دلیل معقول) خریدار از لولههایی که تحویل گرفته راضی نباشد، طی مدت 5 الی 7 روز میتواند کالا را برگرداند و کل مبلغی که پرداخت کرده نیز عودت خواهد شد. در واقع یک هفته ضمانت برای لولههای گالوانیزه برقی پتروگرایش وجود دارد.سفارش شما از جلوی درب کارخانه بارگیری و به محل پروژه یا هر آدرسی که توسط کارفرما اعلام شود ارسال میگردد. در نتیجه هزینه برای خریدار بسیار کمتر است.
به جرات میتوانیم بگوییم پتروگرایش تنها کمپانی تولید لوله برق و PGCO بهترین برند لوله برقی داخلی است که لولهها را با این شیوه تولید و ارسال میکند. خرید و قیمت لوله برقی از پتروگرایش از هر نظر به نفع شما خواهد بود. این فرصت را از دست ندهید.
سوالات متداول
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”آیا میتوان لوله گالوانیزه برق را بدون آسیب زدن به پوشش گالوانیزه خم کرد؟” answer-0=”بله، با استفاده از دستگاه خمکاری مخصوص و رعایت استانداردها میتوان لوله گالوانیزه برق را بدون آسیب به پوشش خم کرد. استفاده از روشهای نامناسب ممکن است باعث ترک یا کاهش مقاومت پوشش گالوانیزه شود. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”چه تفاوتی بین خمکاری سرد و گرم در لولههای گالوانیزه وجود دارد؟” answer-0=”در خمکاری گرم، لوله گالوانیزه تا دمای مشخصی گرم شده و سپس خم میشود که احتمال ترکخوردگی پوشش گالوانیزه را کاهش میدهد. اما در خمکاری سرد، خم شدن بدون حرارت انجام میشود که ممکن است باعث ترک یا جدا شدن پوشش روی محل خم شود. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”آیا خمکاری باعث کاهش مقاومت مکانیکی لوله گالوانیزه میشود؟” answer-0=”بله، خمکاری میتواند تا حدی مقاومت مکانیکی لوله گالوانیزه را کاهش دهد، بهویژه اگر بهدرستی انجام نشود. خمکاری نامناسب ممکن است باعث ترکخوردگی پوشش گالوانیزه و کاهش استحکام ساختاری لوله شود، اما استفاده از روشهای استاندارد و ابزار مناسب میتواند این تاثیر را به حداقل برساند. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”بهترین روش برای خمکاری لوله گالوانیزه برق چیست؟” answer-0=”بهترین روش، استفاده از دستگاه خمکاری استاندارد با قالب مناسب است تا از ترکخوردگی پوشش گالوانیزه جلوگیری شود. همچنین، در صورت نیاز، گرم کردن لوله قبل از خمکاری میتواند از آسیب به پوشش جلوگیری کند. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”از چه دستگاههایی برای خمکاری لوله گالوانیزه برق استفاده میشود؟” answer-0=”برای خمکاری لوله گالوانیزه برق از دستگاه خمکاری هیدرولیکی، برقی و مکانیکی استفاده میشود. دستگاههای هیدرولیکی دقت بالاتری دارند و فشار یکنواختی اعمال میکنند، درحالیکه مدلهای مکانیکی و برقی برای خمکاریهای سبکتر مناسبتر هستند. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”آیا خمکاری با دستگاه هیدرولیک برای لولههای گالوانیزه مناسب است؟” answer-0=”بله، خمکاری با دستگاه هیدرولیک برای لولههای گالوانیزه مناسب است، زیرا فشار یکنواختی اعمال میکند و احتمال ترکخوردگی یا آسیب به پوشش گالوانیزه را کاهش میدهد. همچنین دقت و کیفیت خمکاری در این روش بالاتر است. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”حداقل و حداکثر زاویهی مجاز برای خمکاری لوله گالوانیزه برق چقدر است؟” answer-0=”حداقل زاویه خمکاری معمولا ۱۵ درجه و حداکثر آن ۹۰ درجه است. خمهای تندتر از ۹۰ درجه ممکن است باعث ترکخوردگی یا آسیب به پوشش گالوانیزه شوند، مگر اینکه از روشهای خاص مانند خمکاری گرم استفاده شود.” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”آیا میتوان لوله گالوانیزه را بدون دستگاه و بهصورت دستی خم کرد؟” answer-0=”بله، اما این کار خطر آسیب به پوشش گالوانیزه را افزایش میدهد و ممکن است موجب ترکخوردگی یا کاهش مقاومت لوله شود. استفاده از ابزارهای مناسب مانند خمکن دستی لوله میتواند به کاهش این مشکلات کمک کند. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”چگونه از شکستن یا ترک خوردن لوله گالوانیزه هنگام خمکاری جلوگیری کنیم؟” answer-0=”برای جلوگیری از شکستن یا ترکخوردن لوله گالوانیزه هنگام خمکاری، میتوان از روشهای زیر استفاده کرد: استفاده از دستگاههای خمکاری استاندارد با فشار یکنواخت. گرم کردن لوله قبل از خمکاری (در خمکاری گرم) تا پوشش گالوانیزه آسیب نبیند. استفاده از قالبهای مناسب برای جلوگیری از فشار ناهموار. خمکاری تدریجی و جلوگیری از خمهای تند که میتواند باعث ترکخوردگی شود. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”آیا حرارت دادن به لوله گالوانیزه هنگام خمکاری خطرناک است؟” answer-0=”بله، حرارت دادن به لوله گالوانیزه هنگام خمکاری میتواند خطرناک باشد. حرارت بالا باعث میشود پوشش گالوانیزه ذوب یا تبخیر شود که در نتیجه مقاومت ضد زنگ لوله کاهش یافته و ممکن است لوله به سرعت دچار زنگزدگی شود. برای جلوگیری از این مشکل، باید دمای خمکاری کنترل شده و مطابق با استانداردهای مناسب باشد. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”چه عواملی باعث تغییر ضخامت لوله در نقاط خمکاری شده میشوند؟” answer-0=”فشار زیاد و زاویه خمهای تند میتوانند باعث تغییر ضخامت لوله در نقاط خمکاری شده شوند. همچنین، حرارت زیاد و استفاده از دستگاههای غیر استاندارد نیز میتوانند تاثیر منفی بر ضخامت لوله داشته باشند. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”آیا خمکاری بر روی لولههای ضخیم و نازک تفاوتی دارد؟” answer-0=”بله، خمکاری روی لولههای ضخیم و نازک تفاوت دارد. لولههای ضخیم نیاز به فشار بیشتری برای خم شدن دارند و ممکن است به راحتی ترک یا تغییر شکل دهند. در حالی که لولههای نازک ممکن است سریعتر خم شوند اما حساستر به آسیبهای پوشش گالوانیزه هستند. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”آیا خمکاری لوله گالوانیزه برای تأسیسات الکتریکی مجاز است؟” answer-0=”بله، اما باید با دقت و طبق استانداردهای مربوطه انجام شود. خمکاری باید به گونهای باشد که از آسیب به پوشش گالوانیزه جلوگیری کرده و لوله را در برابر خوردگی و آسیبهای مکانیکی مقاوم نگه دارد. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”آیا میتوان لولههای گالوانیزه خمکاریشده را برای سازههای گلخانهای استفاده کرد؟” answer-0=”بله، میتوان لولههای گالوانیزه خمکاریشده را برای سازههای گلخانهای استفاده کرد، مشروط بر اینکه خمکاری بهطور استاندارد و بدون آسیب به پوشش گالوانیزه انجام شده باشد. این لولهها مقاومت خوبی در برابر رطوبت و خوردگی دارند و میتوانند در ساختار گلخانههای فلزی بهکار روند. ” image-0=”” count=”1″ html=”true”]
[saswp_tiny_multiple_faq headline-0=”h4″ question-0=”چگونه میتوان پس از خمکاری، پوشش گالوانیزه را ترمیم کرد؟” answer-0=”چنانچه در اثر خمکاری، پوشش گالوانیزه آسیب ببیند، با پاک کردن آن قسمت و زدودن پوستههای گالوانیزه همچنین حجم آسیبدیدگی، مواد گالوانیزه بر روی سطح اسپری میشود یا محصول خم شده وارد حوضچه مذاب گالوانیزه میگردد. ” image-0=”” count=”1″ html=”true”]